








Porting LT-1 heads
Thread Starter
Drifting





Joined: Feb 2000
Posts: 1,917
Likes: 109
From: Crystal lake Il
2022 Corvette of the Year Winner -- Modified
2021 C4 of the Year - Modified Winner
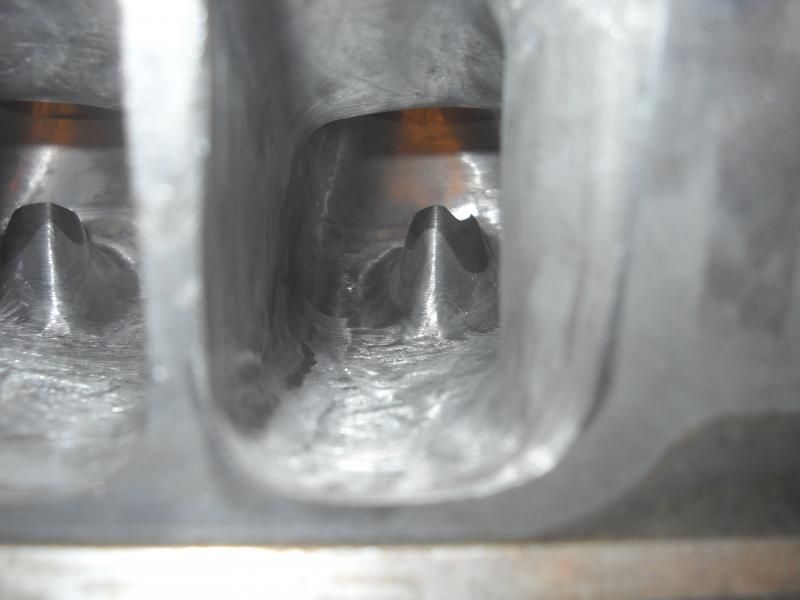
Just did some LT-1 heads: Thoughts?
They are still dirty from the cutting oil, makes the surface look alittle wavey
2.0 1.56 valves going in


They are still dirty from the cutting oil, makes the surface look alittle wavey
2.0 1.56 valves going in



Last edited by lgaff; Apr 11, 2013 at 05:59 PM.
Safety Car


Joined: Apr 2011
Posts: 3,660
Likes: 22
Not bad...not at all.
CNC quality just ain;t a reality at home. You;ve done as good as anyone that don;t have a CNC machine in the garage...
Things to remember for others that wanna go for it...
The surface texture for air only CAN be smooth. Boundry layer is minimal and no turbulance is needed for air only. Make it big. Remove bumps and ripples. To "get" what each port requires for max flow, imagine a BB dropped in and how it would bounce around to get to the far end in the combustion chamber....the less bouncing it does, the better ! it should roll...not bounce. Each bounce is a reduction in flow. A bump...obstruction.
Surface for air & fuel must be semi course. It keeps the fuel atomized and mixed in the air. We used to polish everything...chamber and ports. Couldn't figure out when the engines got flat....power fell off. That was 1970...Know why golf ***** have dimples? it makes the air haul-*** across the surface,. faster flow = further travel. If you;re a golf ball, that is. Not bumps, dimples..
Always port match to the GASKET !
Some folks try to port match to the parts then trim a gasket to fit and that just don't work well. The Gasket is your template. Where there are extreme edges to grind and not enough meat to do every mm, bevel as best you can. DO bevel to the gasket though...and use the gaskets that you used as your template. Try different sets/brands.
And remember, the runners and everything leading up to the combustion chamber do not have to be 100% equal and precisely the same...opening the runners and taking out the ridges and casting seams are 90% of the work...anything else helps in flow. Matching runner vol DOES help and it will get you that last 5% increase but these are street cars...not NHRA top fuel. Combustion chamber equality IS critical and that should be measured and done to match as much as humanly possible. Green alcohol, a very accurate lab beaker, and an irrigation syringe will do the trick. Grind and shape to match them all. Document your work for reference.
Looks like you took lots off the stem...thats a good move. The flow "bounces" off the excess meat around the stem and for one, decreases the vol of the chamber and 2nd, causes turbulance away from the ign source.
Looks good to me !
CNC quality just ain;t a reality at home. You;ve done as good as anyone that don;t have a CNC machine in the garage...
Things to remember for others that wanna go for it...
The surface texture for air only CAN be smooth. Boundry layer is minimal and no turbulance is needed for air only. Make it big. Remove bumps and ripples. To "get" what each port requires for max flow, imagine a BB dropped in and how it would bounce around to get to the far end in the combustion chamber....the less bouncing it does, the better ! it should roll...not bounce. Each bounce is a reduction in flow. A bump...obstruction.
Surface for air & fuel must be semi course. It keeps the fuel atomized and mixed in the air. We used to polish everything...chamber and ports. Couldn't figure out when the engines got flat....power fell off. That was 1970...Know why golf ***** have dimples? it makes the air haul-*** across the surface,. faster flow = further travel. If you;re a golf ball, that is. Not bumps, dimples..
Always port match to the GASKET !
Some folks try to port match to the parts then trim a gasket to fit and that just don't work well. The Gasket is your template. Where there are extreme edges to grind and not enough meat to do every mm, bevel as best you can. DO bevel to the gasket though...and use the gaskets that you used as your template. Try different sets/brands.
And remember, the runners and everything leading up to the combustion chamber do not have to be 100% equal and precisely the same...opening the runners and taking out the ridges and casting seams are 90% of the work...anything else helps in flow. Matching runner vol DOES help and it will get you that last 5% increase but these are street cars...not NHRA top fuel. Combustion chamber equality IS critical and that should be measured and done to match as much as humanly possible. Green alcohol, a very accurate lab beaker, and an irrigation syringe will do the trick. Grind and shape to match them all. Document your work for reference.
Looks like you took lots off the stem...thats a good move. The flow "bounces" off the excess meat around the stem and for one, decreases the vol of the chamber and 2nd, causes turbulance away from the ign source.
Looks good to me !
Thread Starter
Drifting
Joined: Feb 2000
Posts: 1,917
Likes: 109
From: Crystal lake Il
2022 Corvette of the Year Winner -- Modified
2021 C4 of the Year - Modified Winner
Thanks, I used the old gasket marks to match everything......I have done 10-12 LT-5 Plenums, and Inj housing, only my 2nd set of heads. I need to use 40 or 60 grit sand roll next time. I took out alot of material, smoothed the floor, evened the wall and opened up the bowl area
Safety Car
Joined: Apr 2011
Posts: 3,660
Likes: 22
Yep..
I started using the drums after the dremmel cutting tools...there are some sharp *** bits that carve thru aluminum like butter ! Then go back with the flap wheels or drums to smooth out the work. I have to admit, the dremmel tools & bits add up in cost pretty fast...I think I'll invest in one of the competitions small elect hand tool and see how that does. Biggest problem is reaching deep inside some pieces. For that I got a band file...its an exercise in patience (throws the belt easily)but it will grind away deep in a runner..
I started using the drums after the dremmel cutting tools...there are some sharp *** bits that carve thru aluminum like butter ! Then go back with the flap wheels or drums to smooth out the work. I have to admit, the dremmel tools & bits add up in cost pretty fast...I think I'll invest in one of the competitions small elect hand tool and see how that does. Biggest problem is reaching deep inside some pieces. For that I got a band file...its an exercise in patience (throws the belt easily)but it will grind away deep in a runner..
Thread Starter
Drifting
Joined: Feb 2000
Posts: 1,917
Likes: 109
From: Crystal lake Il
2022 Corvette of the Year Winner -- Modified
2021 C4 of the Year - Modified Winner
Last edited by lgaff; Jun 8, 2013 at 10:22 PM.
Corvette Stories
The Best of Corvette for Corvette Enthusiasts

150 hp to 1,250 hp: Every Corvette Generation Compared by the Specs That Matter
Joe Kucinski
8 Coolest Corvette Pace Cars (and Replicas) of All Time
Verdad Gallardo
Top 10 Corvette Engines RANKED by Peak Torque (70+ Years of Muscle!)
Joe Kucinski
Corvette ZR1X Will Be Pacing the Indy 500, And Could Probably Race, Too!
Verdad Gallardo
Top 10 Corvettes Coming to Mecum Indy 2026!
Brett Foote
Top 10 C9 Corvette MUST-HAVES to Fix These C8 Generation Flaws!
Michael S. Palmer
10 Revolutionary 'Corvette Firsts' Most People Don't Know
Joe Kucinski
5 Reasons to Upgrade to an LS6-Powered Corvette; 5 Reasons to Stay LT2
Michael S. Palmer