





Flat rivets: install tool recommendations?
Team Owner





Joined: Jan 2006
Posts: 37,637
Likes: 3,118
From: Crossville TN
If I thought the OP already knew about the forming of rivets, I wouldn't have taken my time trying to help.
Not sure why "Andies" is being so 'testy'; this isn't his thread.....
Not sure why "Andies" is being so 'testy'; this isn't his thread.....
Last edited by 7T1vette; Jul 5, 2017 at 12:52 PM.
Team Owner




Joined: Jun 2001
Posts: 23,375
Likes: 1,066
From: Virginia USA

Thread Starter
Drifting

Joined: May 2006
Posts: 1,409
Likes: 136
From: PHOENIX, AZ Yes, it's true. You are a good woman. Then again, you may be the Antichrist.
Thank you for sharing your insights on proper riveting technique.

I didn't think you were being testy. The problem with the written word...no physical cues.
But I was confused by your statement..."BTW you don't buck the head, you buck the shank." The bucking block fits over the head to support it while the shank is mushroomed by whatever tool you're using, correct? So, when you "buck" the rivet, does that describe using the bucking block to support the head, or the process of mushrooming the shank? Your statement seems counterintuitive to me (but would certainly not be the first time my logic was flawed!).


Race Director




Joined: Apr 2009
Posts: 19,294
Likes: 2,754
From: Charlotte NC
 The shank is what is being 'bucked'. The head of the rivet should NOT be deformed.
The shank is what is being 'bucked'. The head of the rivet should NOT be deformed.I think it is either typo mistake in the previous post or they have it backwards.
YES...the rivet shank MUST be compressed and fill in and cover up the hole in order to make the rivet do what it is intended....and passed Quality Control inspection when I did it.
NOW...if you are looking for the smashed portion of the rivet to look a specific way...THEN the tool in your air hammer is what will do this. So if you want the shank to have a domed look...then the tool you use will have to have that look inverted to do it.
IF you have a rivet with a domed head....then you have to have a tool that will cover it without damaging it and then a tool to make the shank look like what you want. So if you want the shank to look flat....use a heavy piece of flat metal...if you want the shank end to look domed...then you will need that type of tool to shape the aluminum into that domed shape.
DUB
Team Owner
Joined: Jun 2001
Posts: 23,375
Likes: 1,066
From: Virginia USA
I've spent countless hours behind a rivet gun and a bucking bar and I know what I'm talking about. If I know the subject and see someone using the wrong terminology I'll address that so to avoid confusion in the future. That's not being snooty, testy or whatever. If you really want to get technical the proper terminology installing rivets is called setting the rivet. It's all good guys and hopefully this helps a little too:
RIVET GUN = Pneumatic tool to set rivets
RIVET SET (placed in the RIVET GUN ) = Goes on the rivet HEAD when setting. Depending on the TYPE of rivet depends on what RIVET SET goes into the RIVET GUN. (see picture in post #7)
RIVET BUCKING BAR = Held on the rivet shank when setting. These are not used on the rivet head. There are cases when the bucking bar has dimples etc. for placing on the rivet head but this is not used very often and usually depends on the conditions of construction.
They come in all shorts of shapes and weights to adjust to the varying angles need to overcome to set the rivet correctly.
BUCKING BARS

RIVET SET inserted into RIVET GUN (Always use the spring that holds the set in. I've seen teeth get knocked out by the set flying out when the spring is not installed)

Technique

Nice starter set

Types of SOLID Rivets (this is just the tip of the iceburg). The most commonly used one I've see on our cars is the flat rivet far right made out of aluminum.

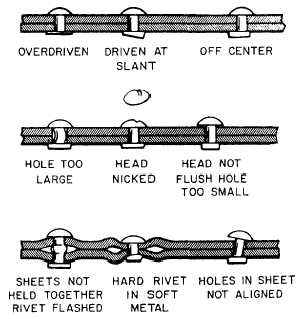
Improper setting:
and hopefully this helps a little too:RIVET GUN = Pneumatic tool to set rivets
RIVET SET (placed in the RIVET GUN ) = Goes on the rivet HEAD when setting. Depending on the TYPE of rivet depends on what RIVET SET goes into the RIVET GUN. (see picture in post #7)
RIVET BUCKING BAR = Held on the rivet shank when setting. These are not used on the rivet head. There are cases when the bucking bar has dimples etc. for placing on the rivet head but this is not used very often and usually depends on the conditions of construction.
They come in all shorts of shapes and weights to adjust to the varying angles need to overcome to set the rivet correctly.
BUCKING BARS
RIVET SET inserted into RIVET GUN (Always use the spring that holds the set in. I've seen teeth get knocked out by the set flying out when the spring is not installed)
Technique
Nice starter set
Types of SOLID Rivets (this is just the tip of the iceburg). The most commonly used one I've see on our cars is the flat rivet far right made out of aluminum.
Improper setting:
Thread Starter
Drifting
Joined: May 2006
Posts: 1,409
Likes: 136
From: PHOENIX, AZ Yes, it's true. You are a good woman. Then again, you may be the Antichrist.
RIVET SET (placed in the RIVET GUN ) = Goes on the rivet HEAD when setting.
RIVET BUCKING BAR = Held on the rivet shank when setting.
Ok, this is the part I had backwards. Thanks for the clarification.
RIVET BUCKING BAR = Held on the rivet shank when setting.
Ok, this is the part I had backwards. Thanks for the clarification.
Team Owner
Joined: Jun 2001
Posts: 23,375
Likes: 1,066
From: Virginia USA
Race Director
Joined: Apr 2009
Posts: 19,294
Likes: 2,754
From: Charlotte NC
IF my rivet head was FLAT..I would put a flat piece of metal on it...and then I would use my air hammer with the rivet set in it as shown below to create the domed 'bucked' end of the rivet shank....and that is IF I do NOT have a bucking bar with the recess dome in it like the rivet set has.
Did that make sense???

In other words....the air hammer and rivet set DO NOT always HAVE TO be placed on the head of the rivet.
DUB
Corvette Stories
The Best of Corvette for Corvette Enthusiasts

Top 10 Most Expensive Corvettes Ever Sold on Bring A Trailer
Brett Foote
10 Things Every Corvette Owner Needs (2026 Edition)
Michael S. Palmer
8 Most "Only Corvette Owners Understand" Quirks and Problems
Pouria Savadkouei
10 Reasons the C6 Z06 is Still A Performance Benchmark After 20 Years
Joe Kucinski
How Much Horsepower Every Corvette Engine "LOST" in 1972
Joe Kucinski
Top 10 DOs and DON'Ts for Protecting Your Convertible Top!
Michael S. Palmer
Top 10 Most Explosive Corvettes Ever Made: Power-to-Weight Ratio Ranked!
Joe Kucinski
150 hp to 1,250 hp: Every Corvette Generation Compared by the Specs That Matter
Joe Kucinski
8 Coolest Corvette Pace Cars (and Replicas) of All Time
Verdad GallardoTeam Owner
Joined: Jun 2001
Posts: 23,375
Likes: 1,066
From: Virginia USA
BUT it CAN go the other way depending on the rivet head design.
IF my rivet head was FLAT..I would put a flat piece of metal on it...and then I would use my air hammer with the rivet set in it as shown below to create the domed 'bucked' end of the rivet shank....and that is IF I do NOT have a bucking bar with the recess dome in it like the rivet set has.
Did that make sense???
YES
In other words....the air hammer and rivet set DO NOT always HAVE TO be placed on the head of the rivet.
DUB
IF my rivet head was FLAT..I would put a flat piece of metal on it...and then I would use my air hammer with the rivet set in it as shown below to create the domed 'bucked' end of the rivet shank....and that is IF I do NOT have a bucking bar with the recess dome in it like the rivet set has.
Did that make sense???
YES
In other words....the air hammer and rivet set DO NOT always HAVE TO be placed on the head of the rivet.
DUB
Hey, I safety wire my header bolts so my aircraft mechanic is always on I guess.

Race Director
Joined: Apr 2009
Posts: 19,294
Likes: 2,754
From: Charlotte NC
I can see why in aviation it would not be a practice used...but....in the numerous rivets I have installed as per the 'aviation' method....I have also done countless the 'other' way and there is no problem in the 'other' way.
And considering that these rivets are generally only holding metal part to the body for ease of installing another part such as seat retainer on the floor pans....these rivets are not as critical as rivets in an airplane....as you know.
My experience is in manufacturing the Fruehauf trailers...which was done as like you do them in aviation....BUT..I ahve also been doing it on Corvettes for a very long times and I can say..I could rivet it in both methods and you can not tell which way I did it.
DUB
And considering that these rivets are generally only holding metal part to the body for ease of installing another part such as seat retainer on the floor pans....these rivets are not as critical as rivets in an airplane....as you know.
My experience is in manufacturing the Fruehauf trailers...which was done as like you do them in aviation....BUT..I ahve also been doing it on Corvettes for a very long times and I can say..I could rivet it in both methods and you can not tell which way I did it.
DUB
Pro

Joined: Jan 2011
Posts: 586
Likes: 10
From: Alexandria VA
Been fretting about this riveting thing for a bit since I will need to use driven rivets when I start working on my interior for things like the seat mounts etc. This thread has provided all the clarity I was looking for so thanks to all who contributed. 
Team Owner
Joined: Jan 2006
Posts: 37,637
Likes: 3,118
From: Crossville TN
Seat mounts, etc are important items that MUST remain in place...particularly when experiencing a major impact/collision. If an important rivet is not made of the proper material or it is not formed such that the joint has the needed strength to maintain integrity in a crash, you might as well just use Pop-Rivets there, too.
Team Owner
Joined: Jun 2001
Posts: 23,375
Likes: 1,066
From: Virginia USA
Seat mounts, etc are important items that MUST remain in place...particularly when experiencing a major impact/collision. If an important rivet is not made of the proper material or it is not formed such that the joint has the needed strength to maintain integrity in a crash, you might as well just use Pop-Rivets there, too.
They may make a rivet gun that will drive steel rivets, I don't know. I wouldn't want to be the bucking bar man. Holding that and driving a steel rivet I suspect would not feel too well. I've gone home many mornings with sore hands and arms after bucking rivets all night.
Team Owner

Joined: Sep 2006
Posts: 31,267
Likes: 4,362
From: Westminster Maryland
Hi ta,
The rivets used on the underbody brackets including the mounting plates for the front and rear seat mounts, and the center and outer brackets for the seat belt bolts on my 71, were all soft aluminum, not steel.
I drilled them out and realize there's a big difference drilling an aluminum rivet compared to drilling a steel rivet.
Here's a photo from the Fall of 1970 edition of the 'Corvette News' of the various brackets being placed and fastened on a 70 (?) underbody.
Regards,
Alan
He's working on the installation of the 'nut/plate' for the shoulder belt reel.
You can see the bracket for the inner seatbelt nuts is already in place.
It also appears he may have already done the #4 body mount reinforcement. Is there some kind of fixture attached at that body mount that's holding the underbody steady?
There's not enough contrast to really tell if the brackets for the battery 'hold-down' on in place yet.

This is a rivet used for the attachment of the spare tire tub strap to the tub.
It's the only rivet that I'm aware of in which the 'set' end of the rivet was controlled in both size and shape.
The little groove around the perimeter appears to be typical.

The rivets used on the underbody brackets including the mounting plates for the front and rear seat mounts, and the center and outer brackets for the seat belt bolts on my 71, were all soft aluminum, not steel.
I drilled them out and realize there's a big difference drilling an aluminum rivet compared to drilling a steel rivet.
Here's a photo from the Fall of 1970 edition of the 'Corvette News' of the various brackets being placed and fastened on a 70 (?) underbody.
Regards,
Alan
He's working on the installation of the 'nut/plate' for the shoulder belt reel.
You can see the bracket for the inner seatbelt nuts is already in place.
It also appears he may have already done the #4 body mount reinforcement. Is there some kind of fixture attached at that body mount that's holding the underbody steady?
There's not enough contrast to really tell if the brackets for the battery 'hold-down' on in place yet.
This is a rivet used for the attachment of the spare tire tub strap to the tub.
It's the only rivet that I'm aware of in which the 'set' end of the rivet was controlled in both size and shape.
The little groove around the perimeter appears to be typical.
Last edited by Alan 71; Aug 5, 2017 at 05:40 PM.